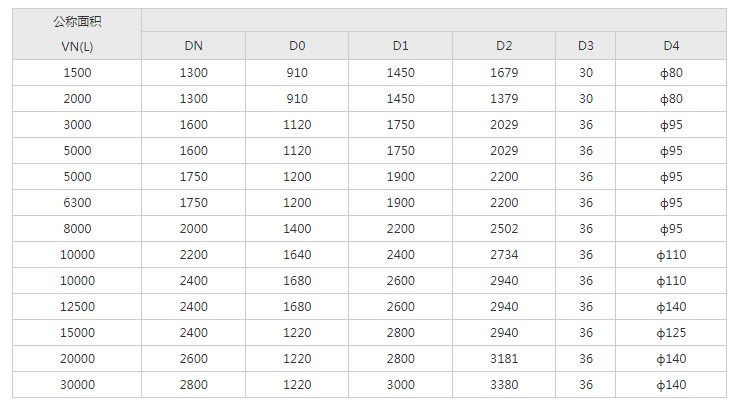

|
原材料
|
供貨商
|
規模
|
合(hé)作期
|
|
聚丙烯(xī)板材
|
北歐化工
|
全球塑料頂尖供應商(shāng)
|
20年
|
|
聚丙烯板材
|
德國(guó)新美樂
|
塑(sù)料供應商的“勞(láo)斯萊斯(sī)”
|
20年
|
|
聚丙(bǐng)烯板材
|
金天成(chéng)
|
30年生產(chǎn)經驗,貨到全國
|
15年
|
|
聚丙烯管道
|
+GF+
|
瑞士著名的工業(yè)巨頭
|
20年
|
|
聚丙烯管道
|
申南
|
25年生產經驗,管件龍頭供應商
|
20年
|

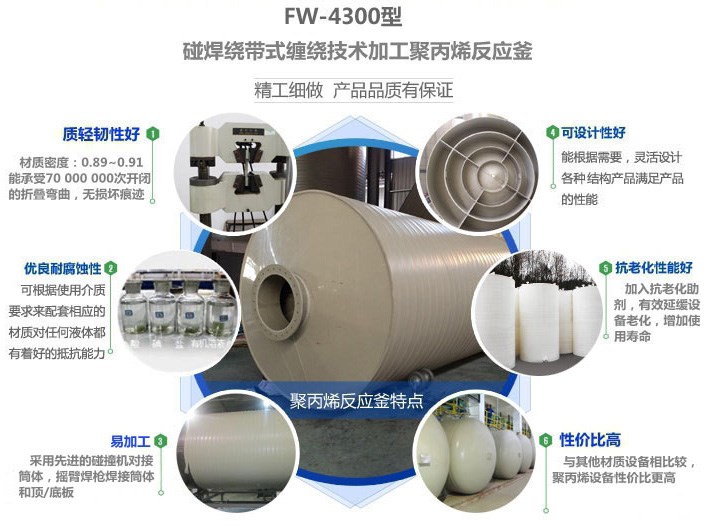
聚丙烯(xī)儲罐成型工藝采用碰焊繞帶式纏繞技術(shù),品質達到國(guó)內先進水平,主要工序有罐體碰焊、外部焊接、繞帶纏繞、管(guǎn)口安裝等。
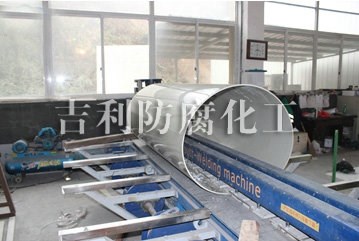
一、罐體碰焊繞帶式纏繞纏繞製作
罐體碰焊就是用全自動塑料拚板機使聚丙烯板(bǎn)材加工成罐體成型的工藝(yì)。係統采用微電腦控製,根據聚丙(bǐng)烯板的加熱焊(hàn)熔原理自動拚接。
|
碰焊拚接(jiē)的優點:
◆生產效率比手(shǒu)工的高3-5倍
◆產品整(zhěng)體(tǐ)性好,無(wú)接縫,抗腐蝕、耐(nài)滲(shèn)漏性好(hǎo)
◆可減少飛邊,接縫平整美觀
◆產品尺寸、形狀不受限製
◆焊接強度高(gāo)(焊縫係數可達0.95)
|
二、外部焊(hàn)接製作
外部焊接就是(shì)用進口自動擠(jǐ)出焊接機組使儲罐應力(lì)大部位實現(xiàn)大焊縫一(yī)次焊接成型的工藝。將與釜(fǔ)體性(xìng)質相同的全(quán)新(xīn)聚(jù)丙烯顆粒料熱(rè)熔在大焊縫處,與罐底、罐體成一體。

|
底部焊接工藝特(tè)點(diǎn):
◆機械化、自動化程(chéng)度高,產品質量穩定
◆可按製品承受應力特點來設計焊縫規格,使之(zhī)充分發揮焊縫的整體性
◆產品整體性好,焊縫與母體一體,抗腐蝕、耐滲漏性好
◆可(kě)減少飛(fēi)邊,接(jiē)縫平整美觀
◆在聚丙烯顆(kē)粒料中添加紫(zǐ)外線吸收劑(jì),防止老化,延長了使用(yòng)壽命。
|
三、繞帶纏繞製作
繞帶纏繞是采用碰焊繞帶式纏繞技術主要的一道工序,其主要作用就是增加聚丙烯儲罐的強度。簡單的理解就(jiù)是在製作完成的聚丙烯儲罐外表麵繞上(shàng)一層120*4mm的聚(jù)丙烯板材。

|
內部焊接工藝特點(diǎn):
◆機械化、自動化(huà)程度高,產品質(zhì)量穩定
◆強度(dù)高,儲罐不易變(biàn)形
◆可按製品承受應力特點來設計繞帶層數,呈現上薄下厚
◆在繞帶中添(tiān)加紫(zǐ)外線吸收劑,防止老化(huà),延長了使用壽命
|
四、管口安(ān)裝製作(zuò)
管口(kǒu)安(ān)裝是(shì)一道工序,等同於底部焊接的(de)縮小版本,就是用進口小型(xíng)自動擠出焊接機組,將(jiāng)接(jiē)管與法蘭焊接成型,再采用開孔器在釜(fǔ)體上開相應尺寸(cùn)的口徑(jìng),采用德國MUNSCH手提擠(jǐ)出焊接。

|
管口安裝工(gōng)藝特點:
◆機(jī)械化、自動化程度高,產(chǎn)品質量穩定
◆管口焊縫(féng)與釜體一體,焊接強度高
◆可減少飛邊(biān),焊縫平整美觀
◆在(zài)聚丙烯顆粒料中中添加(jiā)紫外線吸收劑延長了使用壽命。
|
|